阀门螺栓紧固顺序和原则首选液压扳手
文章出处:未知 人气:发表时间:2018-12-07 09:30
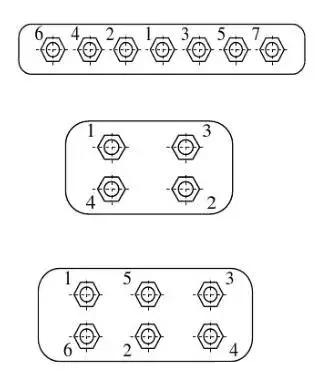
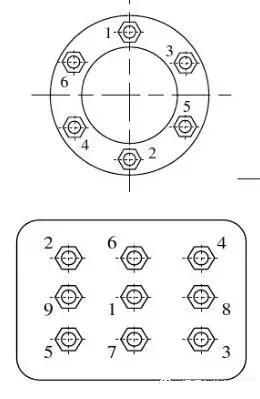
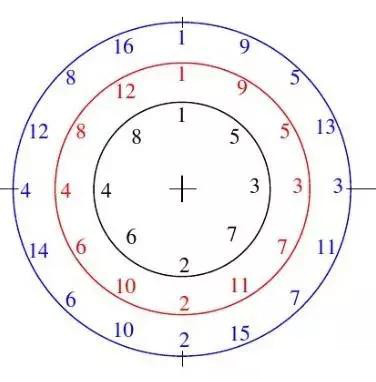
阀门装配时,螺栓的拧紧程度和次序对其装配质量有着直接地影响。对于一般螺栓的拧紧比较好办,连接件不松动就可以了。但对垫片、填料结构的螺栓拧紧,则应有先有后、对称均匀,轮流拧紧。当每根螺栓都拧紧得力后,应检查法兰是否歪斜,测量法兰之间的间隙是否一致,以便纠正。然后对称轮流拧紧螺栓,拧紧量要小,每次为 1/4-1/2 圈左右,一直拧到所需要的预紧力为止。要特别注意不要拧得过紧,以免压坏垫片,一般以拧到不漏为准。最后检查法兰间隙,其间隙应一致并保持在 2mm 以上。

螺栓紧固原则:
按先中间、后两边、对角、顺时针方向依次、分阶段紧固。
一般分两段紧固:第一步拧50%左右的力矩;第二步拧100%的力矩。
螺栓末端应露出螺纹外1~3个螺距。
下一篇:力矩扳手的数控化程度 上一篇:液压扳手:螺栓的拧紧力矩标准




同类文章排行
- 数显电动定扭矩扳手,数控伺服电动力矩枪,电机拧紧机,电动拧紧
- 波霆代理德国原装进口液压扭力扳手,数显充电,气动,电动定扭矩
- 如何选择液压螺栓拉伸器?
- 气动扳手原理和结构图详解
- 电动扳手48v与88v区别
- 液压螺栓拉伸器预紧力、拉力和扭矩的计算
- 气动扭矩扳手的保养方法
- 世界液压扳手10大品牌排行榜
- 液压扳手的螺栓扭矩选择
- 气动扳手扭力对照表
最新资讯文章
- 锂电池扭矩扳手同步预紧螺栓的注意事项
- 阀门螺栓紧固:液压扳手还是电动扳手?
- 易燃易爆环境如何选防爆液压螺栓拉伸器?
- 液压螺栓拉伸器的特点与使用指南
- 海洋工程用液压扳手与螺栓拉伸器选择要点详解
- 液压螺栓拉伸器常见问题及解决方案
- 液压拉伸器:螺栓紧固的高效工具
- 液压螺栓拉伸器原理详解:紧固秘诀
- 如何选择适合你的液压螺栓拉伸器
- BOLTING博霆为客户提供压力球罐底部法兰完整性管理服务
- 导致液压扳手棘轮棘爪出现切齿损坏的原因有哪些?
- BOLTING博霆锂电池扭矩扳手适合用在哪些行业呢?
- BOLTING博霆锂电扭矩扳手批量投入石化检修领域
- 防爆液压扭力扳手使用维护注意事项
- 液压扳手密封有损坏是全套换还是只换损坏的?
- 液压扭矩扳手:螺栓安装与拆卸的得力助手
- 液压螺栓拉伸器使用方法
- 锂电池定扭矩扳手无线数据传输
- 液压扭力扳手是石油机械装配的得力助手
- 为什么新的液压扳手泵站测试完需要放掉油再发货呢?
