液压扳手:浅谈工程机械螺栓预紧力控制方法
1 螺栓预紧的作用
绝大多数螺栓连接件在装配时都必须拧紧,以使其在承受工作载荷之前, 预先受到拉力作用,这个预加作用力称为预紧力。预紧的目的在于增强连接的可靠性和紧密性, 防止受载后被连接件出现缝隙或发生相对滑移,最终保证紧固件可靠地连接在一起。大量研究及实验表明,螺栓连接预紧力的大小将对螺栓总载荷、连接临界载荷、抵抗横向载荷能力和接合面密封能力等产生重要影响。紧固件可靠地连接在一起的关键,是将螺栓连接的轴向预紧力控制在适当的范围内。若预紧力不适当,不仅会造成被连接件滑移、分离或松脱,还会导致螺栓损坏。
2 螺栓拧紧轴向预紧力选择
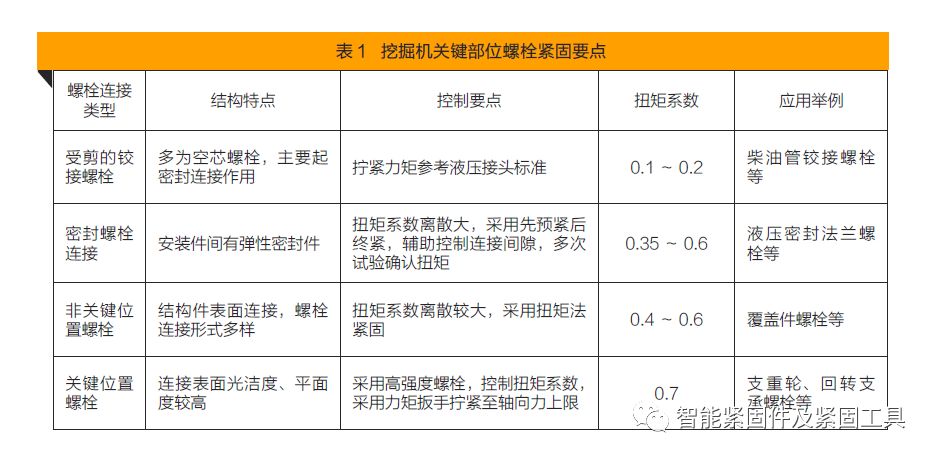
螺栓轴向预紧力下限由连接结构的功能决定,该值要保证被紧固件在工作过程中始终可靠地贴合。螺栓轴向预紧力上限由螺栓(或螺母)和被紧固件的强度及受力状态决定,该值要保证螺栓及被紧固件在预紧和工作过程中不发生拉长、剪断、疲劳断裂、脱扣等现象。大量的研究表明,较大的初始预紧力可以有效提高螺栓连接防松性能,因此螺栓预紧力应在保证螺纹不被破坏前提下尽量取高值。液压挖掘机关键部位螺栓紧固要点如表1 所示。
3 螺栓拧紧方法
3.1 扭矩法
扭矩拧紧法是最常用的螺栓拧紧方法,即通过扭矩扳手显示的扭矩值来控制被连接件的轴向力。控制扭矩主要通过定扭工具实现,其中包括手动定扭扳手、气动定扭扳手、脉冲扳手、液压扳手、充电式定扭扳手、电动拧紧机等。扭矩拧紧法优点是操作简单易行、成本低。缺点受扭矩系数影响较大,为保证精度,不仅需要控制拧紧工具精度,还需要控制扭矩系数离散度。
3.2 扭矩- 转角法
扭矩- 转角法是在拧紧达到规定的“贴合扭矩”后,再转动螺纹件至规定的角度。在螺栓拧紧初始阶段,预紧力与旋转角度不成线性关系。该阶段选择“贴合扭矩”控制方式,一般扭矩值选择最终扭矩的20% ~ 30%。
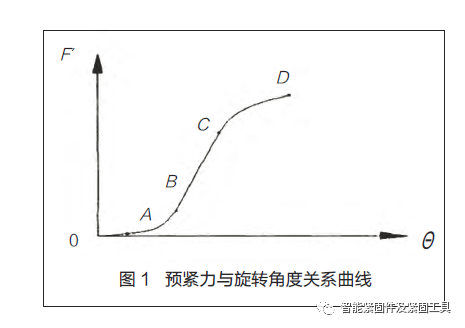
图1 示为螺栓拧紧过程中拧紧角度与预紧力的关系曲线。OA 阶段为“空转”阶段;A B阶段为“贴紧”过程,此阶段螺栓紧固件及被紧固件预紧力很小,但旋转角增长迅速;B C阶段为“线性”段,此阶段预紧力与旋转角度成线性关系;C 点之后螺栓进入屈服阶段。按照预紧力大小,扭矩- 转角法分为弹性区拧紧与塑性区拧紧2 种,前者发生在螺栓弹性范围内,后者发生在螺栓被拧紧到屈服点之后。弹性区拧紧时摩擦阻力变化仅影响测量转角起始点,若起始点选择恰当,则对最终获得的压紧力影响不大。塑性区拧紧发生在塑性变形区,其压紧力大小只取决于螺栓材料的屈服极限。
塑性区拧紧法对螺栓及被紧固件质量要求较高,为此目前工程机械行业多采用弹性区拧紧法,主要工具包括智能电动拧紧机、全自动液压扳手等。扭矩- 转角法的优点:受扭矩系数影响较小,控制精度相对扭矩法要高;拧至塑性区不受扭矩系数影响,能充分利用螺栓的承载能力。扭矩- 转角法的缺点:控制成本相对扭矩法要高,不适用于小转角的短螺栓;预紧力较大(尤其拧到塑性区), 不适合塑性差的螺栓和螺栓反复使用的场合。
3.3 预伸长法
螺栓预伸长法也称质量保证法,就是在拧紧过程中或拧紧结束后,测量螺栓的伸长长度,利用预紧力与螺栓长度变化量之间关系控制螺栓的轴向预紧力。螺栓预伸长法与转角法类似,可根据预紧力大小分为弹性区与塑性区拧紧法2 种。
螺栓预伸长法控制精度非常高, 它常被用作重要部位螺栓预紧力控制。螺栓预伸长法的常用工具是液压拉紧器,其使用方法如下:使用液压拉紧器给螺栓施加拉力,使之伸长,达到规定伸长量或预紧力后,轻轻旋紧螺母即可。螺栓预伸长法的优点:适合长螺栓紧固,控制精度非常高,可紧固至材料塑性区,能充分利用螺栓的承载能力。螺栓预伸长法的缺点:工具对零部件结构要求比较高,控制成本高。
4 螺栓拧紧度检测方法
根据工程机械螺纹连接重要程度不同,螺栓拧紧度常用检测方法主要有3 种:事后法、扭矩过程检测法以及过程监控法。
4.1 事后法
事后法即采用扭矩法控制后再进行扭矩检验。具体方法如下:采用精度较高的机械式指示扭力扳手或电子式扭力扳手,通过松或紧的方式测试扭矩,将测试值乘系数计算出装配扭矩。事后检测扭矩与拧紧扭矩误差较大,因此该方法一般应用于非关键部位螺栓扭矩检测。
4.2 扭矩过程检测法
扭矩过程检测法即采用扭矩法控制时使用传感器同步反馈扭矩。一般采用有扭矩传感器的扳手及其他工具,直接或间接检测拧紧过程扭矩。相对事后法的优点是能同步反馈拧紧扭矩信息,精度更高。缺点是无法反馈因螺纹质量等原因造成的轴向预紧力异常。
4.3 过程监控法
过程监控法即通过不同控制法配合、互补应用,达到控制及监控螺栓扭矩目的。过程监控法包括扭矩控制/ 角度监控、角度控制/ 扭矩监控、屈服点控制/ 扭矩或角度监控等。工程机械中,应用比较多的是扭矩控制/ 角度监视、角度控制/ 扭矩监控,一般通过智能电动拧紧机实现拧紧。
过程监控法不仅可以监控拧紧目标是否实现,同时可以提前检查出螺纹是否合格, 拧紧工具的能力和精度,紧固件与连接件的连接状况,连接件的润滑状况是否正常等。过程监控法可有效避免拧紧异常的发生,因此关键部位螺栓宜采用该种方法拧紧。




同类文章排行
- 数显电动定扭矩扳手,数控伺服电动力矩枪,电机拧紧机,电动拧紧
- 波霆代理德国原装进口液压扭力扳手,数显充电,气动,电动定扭矩
- 如何选择液压螺栓拉伸器?
- 气动扳手原理和结构图详解
- 电动扳手48v与88v区别
- 液压螺栓拉伸器预紧力、拉力和扭矩的计算
- 气动扭矩扳手的保养方法
- 世界液压扳手10大品牌排行榜
- 液压扳手的螺栓扭矩选择
- 气动扳手扭力对照表
最新资讯文章
- 锂电池扭矩扳手同步预紧螺栓的注意事项
- 阀门螺栓紧固:液压扳手还是电动扳手?
- 易燃易爆环境如何选防爆液压螺栓拉伸器?
- 液压螺栓拉伸器的特点与使用指南
- 海洋工程用液压扳手与螺栓拉伸器选择要点详解
- 液压螺栓拉伸器常见问题及解决方案
- 液压拉伸器:螺栓紧固的高效工具
- 液压螺栓拉伸器原理详解:紧固秘诀
- 如何选择适合你的液压螺栓拉伸器
- BOLTING博霆为客户提供压力球罐底部法兰完整性管理服务
- 导致液压扳手棘轮棘爪出现切齿损坏的原因有哪些?
- BOLTING博霆锂电池扭矩扳手适合用在哪些行业呢?
- BOLTING博霆锂电扭矩扳手批量投入石化检修领域
- 防爆液压扭力扳手使用维护注意事项
- 液压扳手密封有损坏是全套换还是只换损坏的?
- 液压扭矩扳手:螺栓安装与拆卸的得力助手
- 液压螺栓拉伸器使用方法
- 锂电池定扭矩扳手无线数据传输
- 液压扭力扳手是石油机械装配的得力助手
- 为什么新的液压扳手泵站测试完需要放掉油再发货呢?
